


Keupayaan pusingan ketepatan kami memberikan ketepatan yang luar biasa: ketepatan dimensi (toleransi diameter ±0.003–0.01 mm, toleransi panjang ±0.005–0.02 mm, ketinggian langkah ±0.01 mm, toleransi muat H5–H7); ketepatan geometri dan kedudukan (kebulatan 0.002–0.005 mm, silinder 0.003–0.008 mm, ketumpuan 0.005–0.01 mm, keserenjangan 0.008–0.02 mm, selari 0.01–0.03 mm, kehabisan 0.01–0.03 mm); kualiti permukaan (kekasaran Ra 0.2–1.6 μm; pemesinan putaran ketepatan Ra 0.4 μm; putaran ultra ketepatan Ra 0.1–0.2 μm); ketekalan dimensi (sisihan kelompok ±0.005 mm, Cpk ≥ 1.67, keupayaan 6σ yang stabil); dan ketepatan peralatan (ketepatan putaran gelendong 0.001–0.002 mm, ketepatan kedudukan ±0.002 mm, kebolehulangan ±0.001 mm).
|
ketepatan dimensi |
OD |
ID |
T(C) |
DP |
R |
|
unit:±/mm |
0.002 |
0.002 |
0.002 |
0.002 |
0.002 |
|
Ketepatan geometri |
kebulatan |
keserasian |
kelurusan |
silinder |
toleransi profil |
|
unit:±/mm |
0.002 |
0.004 |
0.002 |
0.004 |
0.002 |
|
kapasiti pengeluaran |
1~999999 pcs |
1~999999 pcs |
1~999999 pcs |
1~999999 pcs |
1~999999 pcs |
|
kitaran pengeluaran |
3-20 hari |
3-20 hari |
3-20 hari |
3-20 hari |
3-20 hari |
Sanluo Precision menggunakan peralatan canggih untuk pemusingan ketepatan: pelarik ketepatan tinggi (MAZAK/DMG MORI/OKUMA; kelajuan gelendong 5,000 rpm; interpolasi paksi-C/paksi-Y; ketepatan ±0.003 mm); Pelarik jenis Swiss (WARGANEGARA/STAR/TSUGAMI; nisbah panjang-ke-diameter ≥50:1; ketumpuan 0.005 mm); Pusat pusingan 5 paksi (pemesinan persediaan tunggal); galas hidrostatik (ketepatan putaran 0.001 mm; pampasan suhu malar yang disejukkan cecair); alat pemotong yang diimport (Kyocera/Mitsubishi/Sandvik; salutan PVD); probe laser (± 0.001 mm pemeriksaan dalam proses dengan pampasan automatik); dan CMM (0.003 mm pemeriksaan luar talian).
Sebagai pengilang profesional yang mengkhusus dalam pemesinan putaran ketepatan, Sanluo Precision mengekalkan kawalan proses yang ketat: perisian CAM untuk pengaturcaraan laluan alat ketepatan, pengoptimuman parameter dan simulasi; kawalan parameter yang tepat (pusingan kasar dengan ap=1–3 mm untuk penyingkiran stok pantas; pusingan separuh siap dengan ap=0.2–0.5 mm untuk meningkatkan ketepatan; pusingan akhir dengan ap=0.05–0.15 mm untuk memastikan ketepatan dimensi); cecair pemotongan suhu malar (20°C) untuk meminimumkan ubah bentuk terma; pemeriksaan dimensi penuh artikel pertama (pengeluaran kelompok bermula hanya selepas pengesahan CMM/interferometer cahaya putih); SPC (Kawalan Proses Statistik) menggunakan carta Xbar-R, pengiraan Cpk masa nyata, analisis aliran dan pelarasan pencegahan; dan pemantauan hayat alatan (penggantian automatik apabila haus dan kemas kini nilai pampasan). Kami menyediakan perkhidmatan pusingan ketepatan profesional yang disesuaikan kepada pelanggan global.
|
Kategori Parameter |
Butiran |
|
Model |
Hardinge® T Series SP® |
|
Aplikasi Teras |
Pemesinan ultra ketepatan & pusingan keras |
|
Kapasiti Alat |
12 alatan |
|
Kelajuan Spindle |
4,000 rpm, 5,000 rpm, 6,000 rpm |
|
Kuasa Standard |
11 kW, 15 kW, 26 kW |
|
Dimensi Keseluruhan |
Panjang: 2,489 mm, 3,257 mmLebar: 2,121 mm, 2,312 mmTinggi: 2,089 mm, 2,123 mm |
|
Berat Mesin |
5,940 kg, 7,800 kg |
|
Penggunaan Biasa |
pemprosesan bahagian pemesinan putaran ketepatan |
|
Kategori Parameter |
Butiran |
|
Model |
136Pusat Pusing Ketepatan Tinggi CNC |
|
Jenama |
Schaublin |
|
Kedudukan Teras |
Menggabungkan ketepatan dan kecekapan tinggi, mampu melakukan tugas pemesinan ketepatan yang ketat |
|
Sistem Kawalan Suhu |
Sistem kawalan suhu mesin penuh memastikan semua komponen berfungsi pada suhu malar untuk mengelakkan ubah bentuk terma |
|
Ketepatan Utama |
Kebulatan: 0.2 μm; Kekasaran permukaan: Ra 0.05 μm |
|
Sistem Turret |
Dilengkapi dengan turet Sauter serba baharu, ketepatan kedudukan pos alatan: ±1 μm |
|
Ketepatan paksi-C |
2 saat lengkok |
|
Kapasiti Pemesinan |
Sukar bertukar kepada HRC65, pemesinan aloi titanium |
|
Kelebihan Teras |
Ketepatan pemesinan yang unggul dan konsistensi yang sangat baik |
|
Aplikasi Biasa |
Pemprosesan bahagian pusing ketepatan |
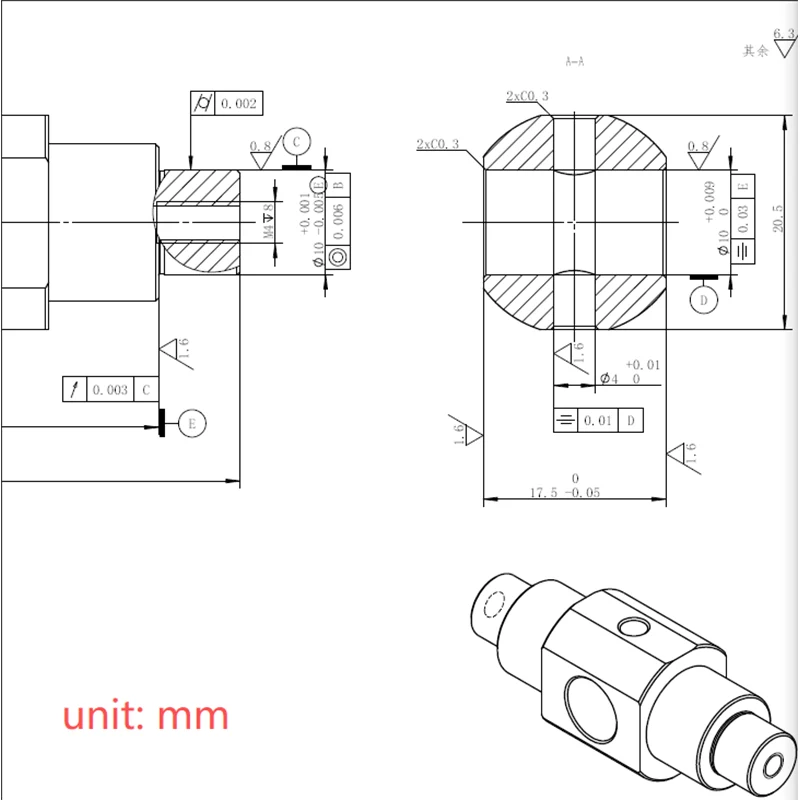


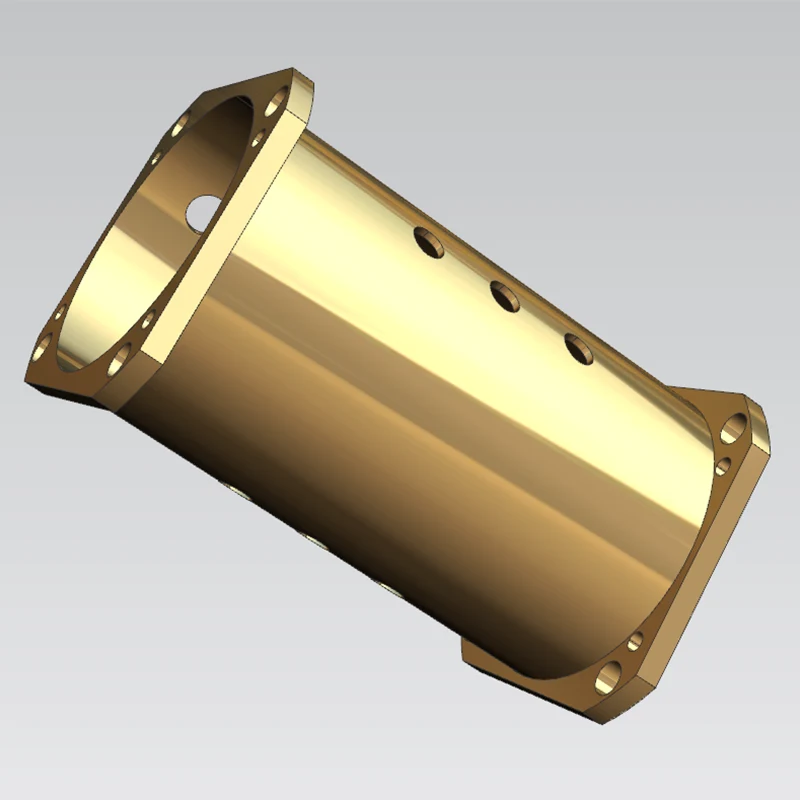
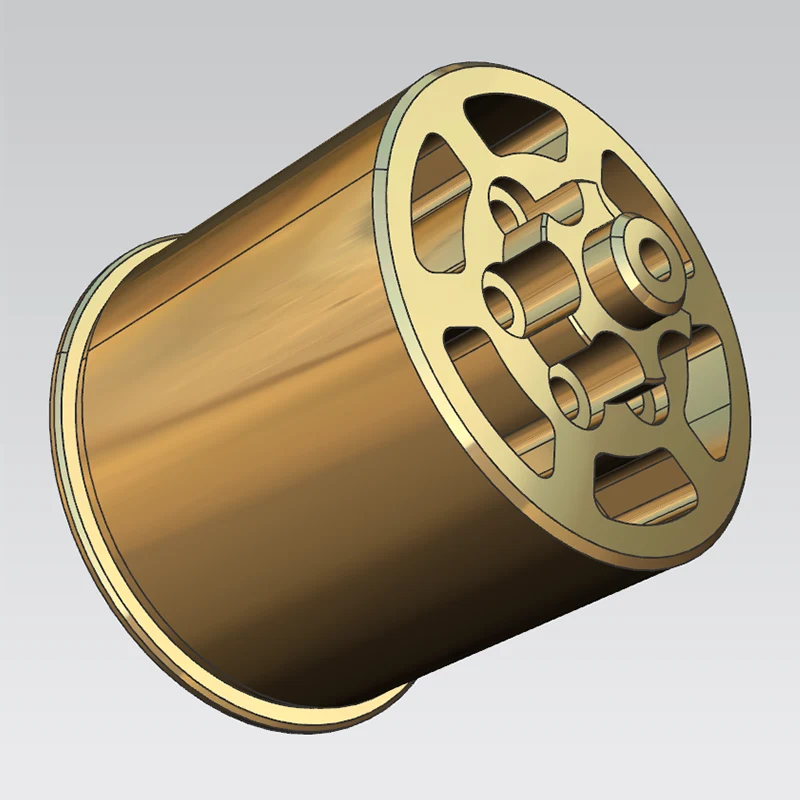
Bahan kerja: Lekap pemutar untuk motor industri 50 siri
Bahan: aloi titanium TC4
Aplikasi: Komponen galas beban teras dan mengawan dalam motor industri. Produk mesti memenuhi keperluan dwi untuk pemberat ringan struktur dan kekuatan tinggi di bawah beban berselang-seli, memerlukan kawalan yang sangat ketat ke atas toleransi geometri dan dimensi.
Spesifikasi Lukisan: Keserasian antara lubang dalam mengawan kritikal dan diameter luar mestilah ≤0.02mm; semua toleransi geometri yang tidak ditentukan mesti mematuhi standard GB/T 1184-h; kawalan ketat juga diperlukan untuk larian muka akhir dan ketepatan kedudukan profil luar berbanding slot pengesanan dalaman.
Cabaran Bahan Inheren: Aloi titanium TC4 mempunyai kekonduksian terma yang sangat rendah dan kemuluran/kekekalan yang tinggi, mengakibatkan pelesapan haba yang perlahan semasa pemotongan. Ini menjadikan bahan terdedah kepada lekatan alat, pesongan bahan kerja (tolak alat) dan ubah bentuk terma setempat. Pusingan CNC konvensional—terhalang oleh ralat daripada pelbagai tetapan dan ketegaran alat yang tidak mencukupi—tidak dapat memenuhi keperluan toleransi geometri tahap mikron secara konsisten.
Isu Penyumberan Luar Sebelumnya: Pembekal awal menggunakan proses perubahan konvensional yang melibatkan berbilang persediaan; koaksial secara konsisten melebihi toleransi. Selepas pemasangan, motor mempamerkan tahap getaran dan hingar yang berlebihan (melebihi ambang reka bentuk) semasa kedua-dua operasi tanpa beban dan beban, dan kerja semula berulang gagal untuk membawa bahagian ke tahap standard.
3.1. Pengoptimuman Proses Pengapit: Meninggalkan pendekatan berbilang persediaan yang memihak kepada kaedah persediaan tunggal menggunakan datum bersatu. Diameter luar, muka hujung dan lubang dalam mengawan dimesin kemasan dalam satu operasi, menghapuskan sepenuhnya ralat anjakan datum yang disebabkan oleh berbilang persediaan.
3.2. Kawalan Elaun Pemesinan Kasar: Elaun kemasan seragam 0.2mm dikhaskan untuk semua permukaan mengawan yang kritikal. Ini menghalang daya pemotongan yang tidak seimbang semasa peringkat penamat—disebabkan oleh stok yang tidak sekata—dan seterusnya meminimumkan risiko tolak alat. 3.3. Penyejukan Pemotongan dan Pemadanan Parameter: Penyejukan semburan berterusan menggunakan cecair pemotongan tekanan melampau yang dirumus khusus untuk aloi titanium TC4 digunakan sepanjang proses untuk menghilangkan haba dengan cepat dan menyekat ubah bentuk terma. Semasa peringkat penamat, parameter pemotongan khusus—memaparkan kelajuan rendah dan kadar suapan yang tinggi—dipadanankan dengan perkakasan yang mempunyai ketegaran tinggi, peredam getaran untuk mengurangkan ciri pesongan keanjalan aloi titanium.
3.4. Kemasan Struktur Kompleks: Memandangkan slot pengesan dalaman dan lubang pelekap tidak boleh dibentuk melalui satu operasi pusingan, lekapan pengesanan tersuai digunakan untuk pemprosesan seterusnya; ini meminimumkan ralat kebolehulangan akibat lekapan dan memastikan ketepatan kedudukan slot dan lubang dalaman berbanding dengan datum memenuhi spesifikasi.
Peralatan Pemeriksaan Komprehensif: Mesin Pengukur Selaras (CMM) dan penguji kebulatan ketepatan tinggi; 100% pemeriksaan dimensi kritikal.
Data Ketepatan Terukur: Keserasian antara diameter dalaman dan luaran adalah konsisten ≤0.01 mm; habisan muka hujung ialah ≤0.008 mm. Semua toleransi bentuk dan kedudukan, serta toleransi dimensi, mematuhi kedua-dua lukisan kejuruteraan dan standard kebangsaan GB/T 1184-h.
Maklum Balas Projek: Sampel prototaip lulus ujian penerimaan pihak ketiga pelanggan pada percubaan pertama. Lekapan rotor menunjukkan kesesuaian pemasangan yang sangat baik, dan tahap getaran dan bunyi operasi motor yang dipasang sepenuhnya kembali kepada piawaian reka bentuk. Unit pengeluaran besar-besaran kini beroperasi secara stabil di lapangan; kekuatan struktur dan metrik pemberat ringan memenuhi semua keperluan penggunaan, mendorong pelanggan untuk menetapkan ini sebagai kontrak penyumberan luar jangka panjang untuk semua pesanan seterusnya bagi model yang sama.
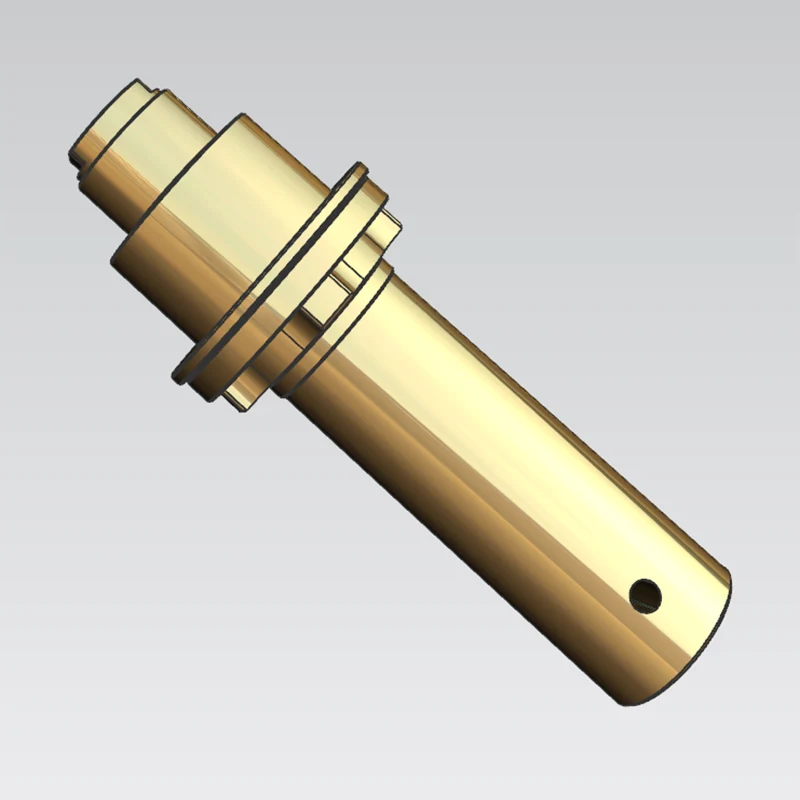
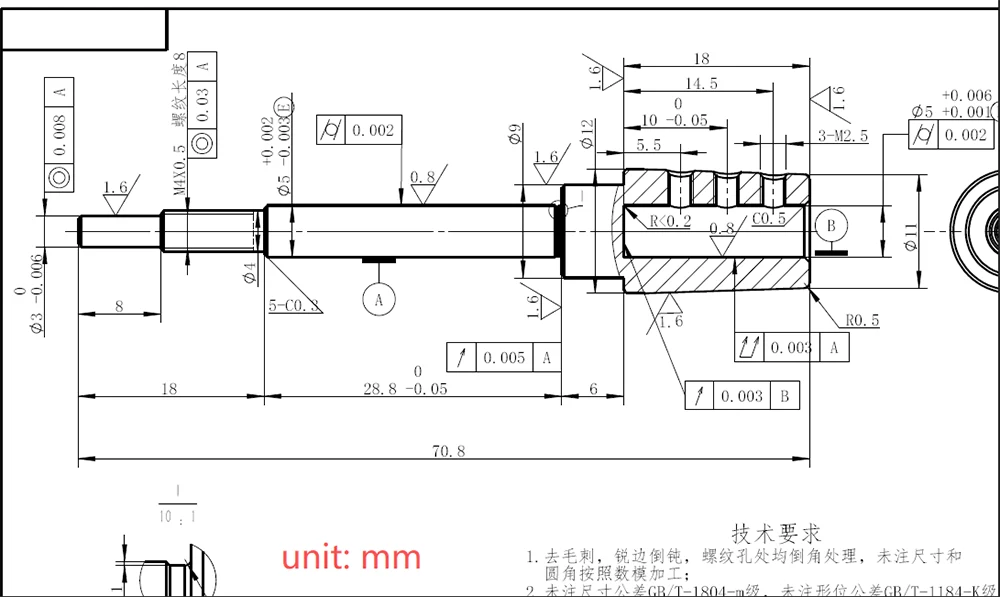
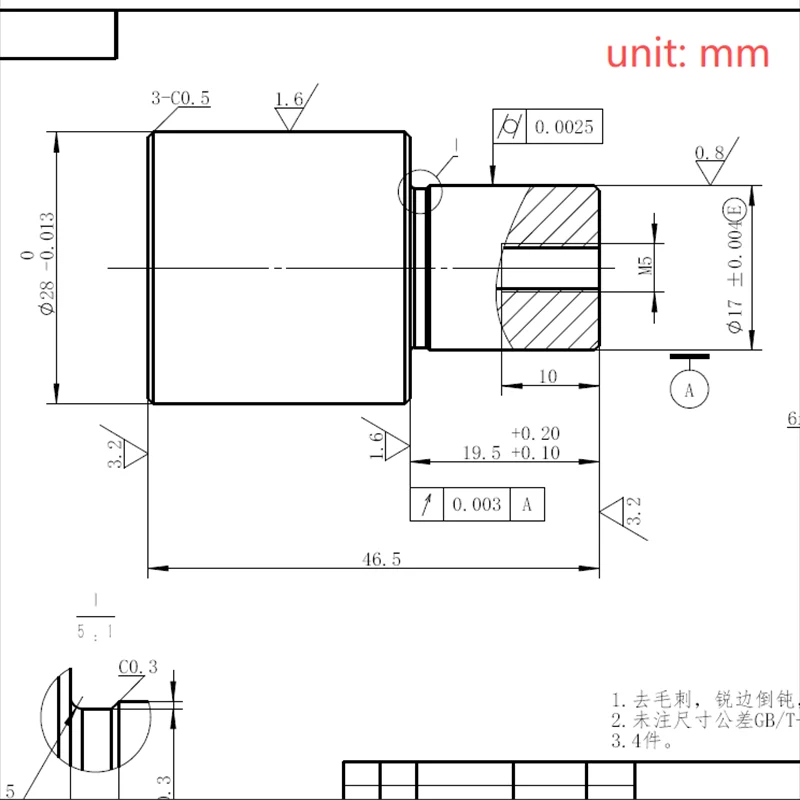
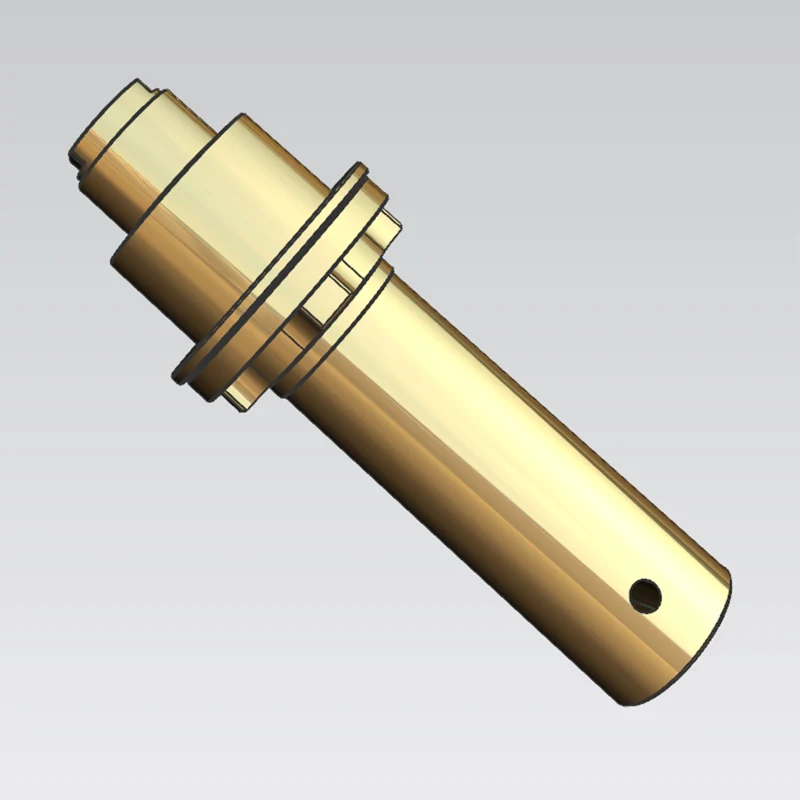
Bahan kerja: aci pemacu motor industri berkelajuan tinggi siri 70B.
Bahan Mentah: Keluli 40Cr yang dipadamkan dan dibaja; kekerasan asas siap HRC 32–36.
Senario Aplikasi: Komponen aci teras untuk keluaran kuasa putaran berkelajuan tinggi; tertakluk kepada operasi berpanjangan, frekuensi tinggi, berkelajuan tinggi, yang memerlukan kekuatan keletihan yang luar biasa, ketepatan putaran dan prestasi keseimbangan dinamik.
Spesifikasi Ketepatan Mandatori: Keserasian berbilang jurnal mengawan kritikal ≤0.01 mm; habisan muka akhir jurnal ≤0.01 mm. Selain itu, ketepatan kedudukan mesti dikawal untuk lubang berulir muka hujung dan laluan kekunci lilitan berbanding dengan datum jurnal. Cabaran dalam pemprosesan bahan awal: Selepas pelindapkejutan dan pembajaan, kekerasan substrat 40Cr meningkat, mengakibatkan rintangan pemotongan tinggi dan haus pantas pada alat karbida konvensional; semasa pemotongan berkelajuan tinggi, aci terdedah kepada ubah bentuk yang disebabkan oleh pelepasan tegasan pemotongan dan pesongan alat jejari, yang membawa kepada kehilangan ketepatan putaran.
Titik kesakitan dengan pemprosesan penyumberan luar pelanggan sebelumnya: Bekas pembekal menggunakan pusingan bersegmen dan persediaan pengapit berbilang, mengakibatkan ralat keserasian jurnal yang berlebihan secara konsisten dan kegagalan untuk memenuhi piawaian keseimbangan dinamik; motor bergetar dengan kuat semasa operasi berkelajuan tinggi, dan kerja semula berulang gagal menyelesaikan isu yang berkaitan dengan ubah bentuk akibat tekanan dan ralat pengapit.
3.1. Pengapit dan pemesinan bersepadu: Persediaan pengapit tunggal menggunakan datum bersatu membolehkan pemesinan serentak permukaan silinder berbilang langkah dan muka hujung mengawan, menghapuskan isu yang disebabkan oleh datum yang tidak konsisten dalam pemprosesan bersegmen.
3.2. Pengoptimuman elaun pemesinan dan pemindahan cip: Elaun kemasan seragam 0.3mm dikhaskan semasa pemesinan kasar jurnal kritikal; sistem penyejukan dalaman bertekanan tinggi digunakan untuk menyiram zon pemotongan dalam masa nyata, pada masa yang sama menyejukkan bahagian dan mengosongkan cip, dengan itu menghalang calar permukaan sekunder dan meminimumkan ubah bentuk terma.
3.3. Strategi penamat: Alat karbida berbutir ultra halus, ketegaran tinggi dipilih, dan proses pemotongan pengurangan lapisan progresif digunakan untuk melepaskan tegasan pemotongan dalaman secara beransur-ansur dan mengawal pesongan alat jejarian, memastikan kestabilan dimensi jangka panjang untuk komponen aci panjang.
3.4. Kemasan ciri tambahan: Lubang berulir pada muka hujung dan alur kekunci lilitan dimesin menggunakan lekapan kedudukan sepaksi khusus yang diselaraskan dengan datum putaran jurnal, memastikan ketepatan kedudukan ciri ini memenuhi toleransi lukisan.
Peralatan pemeriksaan komprehensif: Mesin Pengukur Selaras (CMM), penguji kebulatan ketepatan tinggi dan penguji pengimbangan dinamik; dwi pemeriksaan skala penuh meliputi kedua-dua dimensi dan keseimbangan dinamik. Data ketepatan yang diukur: Keserasian jurnal berbilang peringkat adalah konsisten ≤0.008 mm, dan runout bersama paksi ialah ≤0.005 mm; semua toleransi geometri dan kedudukan memenuhi spesifikasi, dan aci pemutar melepasi ujian keseimbangan dinamik awal tanpa memerlukan pengimbangan semula.
Maklum balas pelaksanaan projek: Prototaip lulus pemeriksaan penerimaan pada percubaan pertama, dan tahap getaran dan hingar semasa operasi berkelajuan tinggi mematuhi piawaian kebangsaan untuk motor industri; Aci yang dihasilkan secara kelompok tidak menunjukkan ubah bentuk akibat tekanan atau haus yang tidak normal semasa operasi, dengan kekuatan dan kestabilan putaran memenuhi keperluan perkhidmatan jangka panjang, yang membawa kepada perkongsian penyumberan luar jangka panjang dengan pelanggan.
Alamat
Daerah Guangming, Bandar Shenzhen, Wilayah Guangdong, China
Tel
E-mel









